当前位置:
当前位置:



 2025.10.27
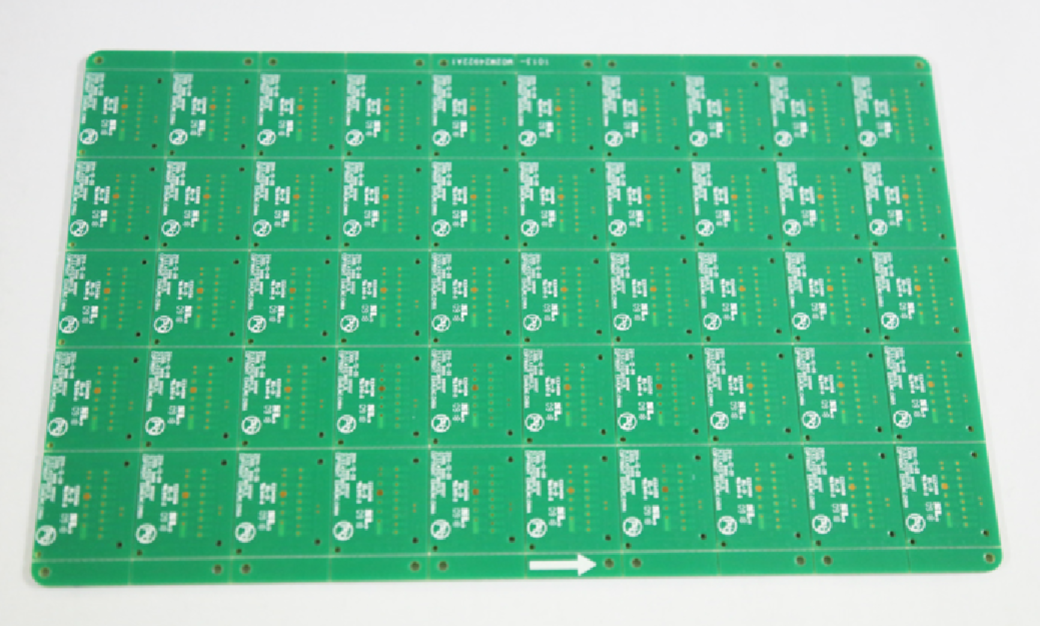
2025.10.27PCB颜色玄学:黑色板真的散热更好吗?
PCB的选择中,颜色往往成为大家讨论的焦点。尤其是黑色PCB,因其外观沉稳、科技感强,常被默认与“高端”“高效散热”挂钩,甚至有人认为只要用了黑色PCB,设备的散热性能就能显著提升。但实际上,PCB的颜色与散热效果之间,并没有直接且绝对的关联,所谓黑色板散热更好的说法,更像是一种长期流传的“玄学”认知,背后隐藏着对PCB散热原理的误解。一、先搞懂:PCB散热靠的是什么?和颜色关系不大要判断黑色PC