大电流汽车电源线路板
作者:深圳普林电路发布时间:2026年03月02日
分享:


大电流汽车电源线路板作为汽车能源传输的核心载体,承担着车辆动力供给、能源分配的关键作用,其制造质量直接决定汽车电源系统的稳定性、安全性与使用寿命。不同于普通线路板,大电流场景下的电流负载、工作环境复杂度更高,对制造工艺的精度、一致性和可靠性要求更为严苛。结合汽车行业的严苛标准与大电流传输的核心需求,以下从基材选用、工序管控、质量检测、环境适配等方面,详细阐述其制造过程中的核心注意事项。

一、基材选用:筑牢制造基础,适配大电流特性
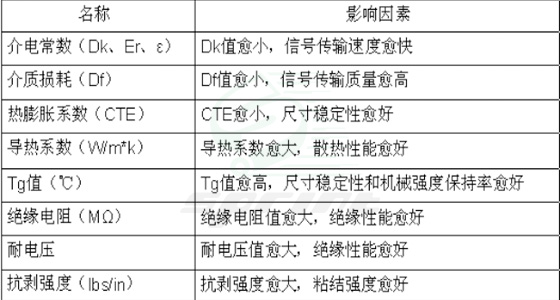
基材是大电流汽车电源线路板的核心骨架,其性能直接影响线路板的载流能力、耐热性和结构稳定性,选用时需重点关注适配性与合规性,杜绝因基材选型不当导致的后期失效。
首先,需优先选用高玻璃化转变温度的车规级基材,部分靠近发动机舱等高温区域的线路板,需选用Tg值更高的聚酰亚胺基材,确保在大电流传输产生的热量及汽车复杂工况下,基材不会出现软化、变形或脆化,保障结构完整性。普通基材在高温环境下易发生玻璃化转变,导致线路脱落、绝缘性能下降,无法满足大电流长期工作需求。
其次,基材需具备优异的耐热性、低吸水率和高绝缘强度,同时需符合无卤环保标准,每批基材需提供合格证明报告,确保材质均匀、无杂质、无气泡。大电流传输过程中会产生持续热量,若基材耐热性不足,易出现分层、开裂等问题;低吸水率可避免潮湿环境下绝缘性能下降,防止漏电风险;高绝缘强度则能有效隔绝线路间的电流干扰,保障能源传输的稳定性。
此外,铜箔的选用需匹配大电流载流需求,优先选用厚度较大的铜箔,极端场景下可选用更厚的定制铜箔,通过增加铜箔截面积降低线路电阻,减少电流传输过程中的热量产生,避免因铜箔过薄导致的发热过载。铜箔需具备良好的延展性和附着性,确保后续工序中不易脱落、起翘,同时需表面洁净、无氧化、无划痕,保障导电性能的稳定性。
二、核心工序管控:精准把控细节,保障制造精度
大电流汽车电源线路板的制造工序复杂,每一道工序的细微偏差都可能影响最终产品质量,需重点把控裁切、压合、钻孔、图形转移、蚀刻、阻焊处理等核心工序,确保每一步都符合车规标准。
裁切环节需采用高精度裁切设备,严格控制裁切尺寸误差,确保板材边缘平整、无毛刺、无崩边,同时对基材进行预处理,通过化学脱脂与高压喷淋结合的方式,去除基材表面的油污、粉尘及氧化层,避免杂质影响后续工序的贴合度与导电性能。裁切后的基材需进行边缘倒角处理,减少应力集中点,防止后续加工中出现开裂。
压合工序是将铜箔与基材牢固结合的关键,需采用真空高温分段压合工艺,精准控制压合温度、压力和时间,同时通过真空系统抽出压合腔内的空气,杜绝气泡、分层等缺陷。压合完成后,需进行常温静置,充分释放板材内部应力,降低后续加工的形变风险。对于厚铜线路板,需采用脉冲电镀与边缘补偿工艺,确保铜箔厚度均匀、致密,避免出现局部薄铜、针孔等问题,保障载流的均匀性。
钻孔工序需采用数控钻床,根据大电流传输需求设定合适的孔径,严格控制孔位精度,避免孔位偏移影响线路导通。钻孔后需进行孔壁处理,通过化学去毛刺工艺去除孔口的铜屑与毛刺,防止划破后续贴膜;随后进行孔壁活化处理,形成粗糙的微观结构,增强金属化层的附着力;最后通过超声波清洗去除孔内化学残留,确保孔壁清洁。对于连接不同层的导通孔,需采用厚壁电镀工艺,确保孔壁铜层厚度达标,孔口做圆角处理,减少应力集中,提升导通可靠性。
图形转移与蚀刻工序需严格控制线路精度,确保线路宽度、间距符合大电流传输要求。图形转移时,采用真空贴膜机确保感光干膜与铜箔紧密贴合,无气泡、无褶皱,通过高精度紫外曝光机将线路图形精准转移至干膜上;显影后采用酸性氯化铜蚀刻工艺,通过喷淋系统将蚀刻液均匀喷洒,确保线路边缘光滑、无侧蚀,避免线路缺口、短路等缺陷。蚀刻完成后,需通过自动光学检测设备对线路进行全检,及时剔除不合格产品。
阻焊处理是线路板的“保护层”,需选用耐高温、耐化学腐蚀的环氧树脂阻焊油墨,采用喷涂方式确保阻焊层完全覆盖所有非开窗区域,包括线路边缘和通孔周围,控制合适的厚度,避免阻焊层过薄导致的绝缘性能不足,或过厚影响后续装配。阻焊层印刷后需经过预固化、曝光、显影、终固化等步骤,确保阻焊层附着牢固、无起泡、无脱落,能有效抵御汽车环境中的油污、盐分等腐蚀。
三、表面处理:强化防护性能,适配汽车工况
大电流汽车电源线路板长期处于汽车复杂环境中,易受到油污、盐雾、潮气等侵蚀,表面处理需兼顾导电性能与防腐蚀能力,避免铜层氧化、腐蚀导致的线路失效。
表面处理工艺需优先选用车规友好型方案,常用的有化学镍金+浸锡复合处理、沉金、沉银等。其中,化学镍金+浸锡复合处理效果更佳,镍层可阻挡铜扩散,金层保障良好的导电接触,外层锡层增强耐腐蚀性,其盐雾测试表现比单纯沉金大幅提升。沉金工艺则适用于对导电接触要求较高的区域,需严格控制金层厚度,确保无针孔、无色差,提升接触可靠性。
对于大电流传输的关键区域,可采用开窗处理(去除阻焊层),在该区域额外镀锡或喷锡,增加导体厚度,既降低接触电阻,又提升散热能力,同时增强该区域的防氧化性能。开窗区域需精准定位,避免覆盖非目标区域,镀锡、喷锡过程需控制厚度均匀,无堆积、无漏镀,确保导电性能稳定。
四、质量管控:全流程追溯,杜绝缺陷流出
大电流汽车电源线路板的制造需遵循IATF16949、IPC-Class 3等严苛标准,建立全流程质量管控体系,实现从原料到成品的可追溯,杜绝不合格产品流入后续环节。
原料入厂时,需对基材、铜箔、阻焊油墨等所有原材料进行严格检测,重点检测基材的Tg值、绝缘强度、吸水率,铜箔的厚度、附着性,油墨的耐高温、耐腐蚀性等参数,不合格原材料严禁入库使用。每批原材料需留存样品,建立台账,确保可追溯。
生产过程中,需实行首件检测、巡检、末检全工位管控,每道工序完成后,需检测关键参数,如裁切尺寸、压合质量、孔径精度、线路宽度、阻焊层厚度等,及时发现并整改工艺偏差。对于厚铜、钻孔、蚀刻等关键工序,需增加巡检频次,确保工艺稳定性。同时,建立失效分析实验室,对生产过程中出现的缺陷进行切片、扫描电镜等分析,找到根因并优化工艺,形成“失效—分析—整改—固化”的闭环。
五、环境适配与工艺优化:贴合汽车场景,提升耐用性
大电流汽车电源线路板需适配汽车不同部位的工作环境,制造过程中需根据安装场景优化工艺,提升产品的环境适应性和长期耐用性。
对于发动机舱等高温、油污环境下的线路板,需强化耐高温、防油污工艺,选用PI基材、加厚阻焊层,采用复合表面处理,提升耐温、防腐蚀能力;对于底盘等易受盐雾、振动影响的区域,需加厚阻焊层,优化通孔工艺,增强结构稳定性,提升抗盐雾腐蚀能力;对于车内区域的线路板,需选用低挥发性有机物的原材料,避免产生异味,符合车内空气质量标准。
同时,需优化工艺细节,减少应力集中,如线路转角采用圆弧或45度角过渡,避免90度直角,防止直角处电流密度过高、积热严重,或热胀冷缩导致的铜箔起翘;大电流区域采用大面积铺铜,增加散热面积,配合散热过孔将热量传导至内层或底层,降低温升;多层线路板需优化铜分布,避免铜箔分布不均导致的板材翘曲。
大电流汽车电源线路板的制造是一项融合材料科学、精密加工与质量管控的系统工程,核心在于围绕大电流传输特性和汽车严苛工况,把控好基材选用、工序精度、表面处理和质量管控的每一个细节。只有坚守车规标准,强化全流程管控,优化工艺适配性,才能制造出稳定性高、耐用性强的产品,为汽车电源系统的安全、高效运行提供坚实保障。

 当前位置:
当前位置:
 2025.06.20
2025.06.20