当前位置:
当前位置:



 2025.06.20
2025.06.20深圳电路板沉金表面处理
在深圳这座科技之城,电路板制造业蓬勃发展,而沉金表面处理技术作为其中的关键环节,为电路板的性能和品质提升发挥了重要的作用。
一、沉金工艺概述
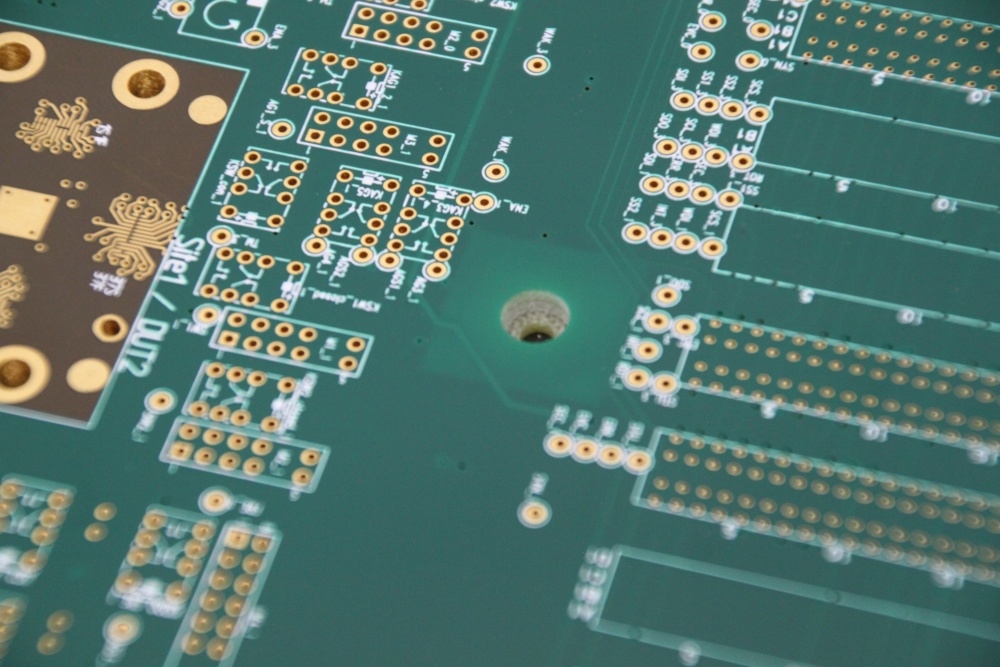
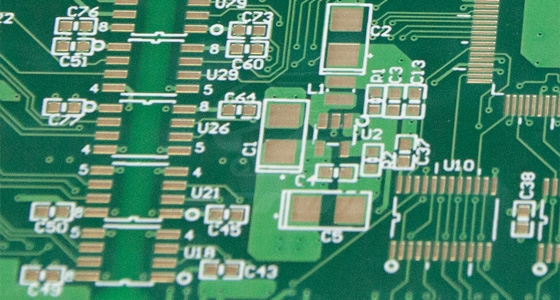
电路板沉金是一种在电路板表面进行的化学镀金属工艺。它主要是在经过钻孔、图形转移等前期工序的电路板铜表面上沉积一层薄而均匀的金层。与其他表面处理方式相比,沉金工艺具有独特的优势。其原理是利用化学反应,使金离子在铜表面还原并沉积,形成紧